Chemin de l'incrustation Vgravve
Les parcours d'outils VCarve Inlay permettent de générer facilement les parcours d'outils Pocket et Plug pour découper votre conception en 2 parties prêtes à créer une pièce d'incrustation VCarve.
Une fois les parcours d'outils générés, ils créeront 2 jeux de parcours d'outils séparés, un pour le plug et un autre pour l'incrustation lui-même.
Ces deux éléments ont leurs propres formes d'outils légèrement différentes lors de leur modification après un calcul initial.
Parcours d'outils séparés
Après le calcul initial de vos parcours d'outils VCarve Inlay, pour les pièces Inlay et Plug, ils ne sont plus liés. Si vous modifiez l'un d'entre eux, vous devez vous assurer d'apporter les ajustements appropriés aux parcours d'outils des autres côtés pour correspondre à vos modifications. Si vous n'en êtes pas sûr, envisagez de supprimer les deux parties du parcours d'outil Inlay et revenez au formulaire d'origine pour créer un nouvel ensemble de parcours d'outils VCarve Inlay qui prennent en compte l'ajustement souhaité depuis le début.
Parcours d'outil d'incrustation VCarve - Prise
Parcours d'outil d'incrustation VCarve - Poche
Changer de VBit
Pocket et Plug doivent utiliser le même VBit pour s'emboîter correctement. Si vous devez modifier le VBit utilisé dans un parcours d'outil VCarve Inlay, supprimez les parcours d'outils Pocket et Plug et régénérez un nouveau parcours d'outil VCarve Inlay avec les nouveaux outils appropriés.
Regardez cette vidéo pour voir cela en action :
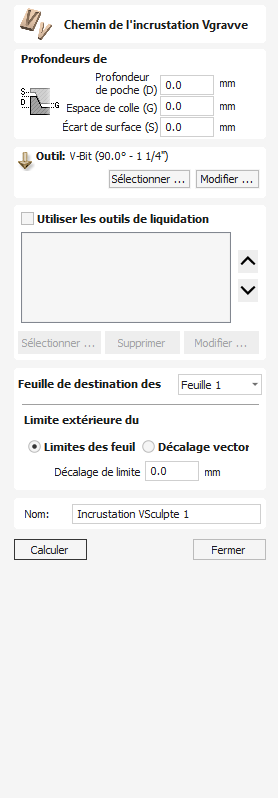
 Profondeur de coupe
Profondeur de coupe

Profondeur de la poche
Il s'agit de la profondeur maximale à laquelle votre poche sera réduite, mais elle pourrait ne pas atteindre cette profondeur en fonction de la conception vectorielle et de l'angle du VBit utilisé.
Écart de colle
Il s'agit de la distance entre le haut du bouchon et le bas de la poche lorsque les 2 moitiés sont placées ensemble.
Cette valeur doit être supérieure à 0 et inférieure à la profondeur de la poche.
0,001"~0,01" ou 0,02~0,2 mm sont des valeurs courantes à utiliser mais peuvent varier en fonction de votre projet.
Dégagement des surfaces
Cela a un impact sur l'écart entre le point le plus bas du Plug et le point le plus haut de la pièce Pocket Material.
Plus la valeur de l'écart est élevée, moins il reste de matière sur le bouchon à retirer ultérieurement.
Plus la valeur de l'écart est petite, plus les deux pièces de matériau seront proches et plus la pièce de prise sera solide.
Une valeur supérieure à 0,0 et inférieure à l'épaisseur du matériau doit être utilisée.
Outil
Cliquer sur le bouton ouvre la base de données d'outils à partir de laquelle l'outil VBit requis peut être sélectionné. Voir la section sur la base de données d'outils pour plus d'informations à ce sujet.
Cliquer sur le bouton ouvre le formulaire de modification de l'outil qui permet de modifier les paramètres de coupe de l'outil sélectionné, sans changer les informations de base dans la base de données.
Utiliser outils de dégagement
Cochez ✓ cette option si vous souhaitez utiliser des fraises en bout, des fraises à nez sphérique ou des fraises à graver pour usiner les grandes régions ouvertes d'un motif. Si aucun outil n'est sélectionné ici mais que Flat Depth est spécifié, l'outil V-Bit sélectionné sera utilisé pour effacer les zones plates ainsi que pour l'incrustation en V. Tous les outils de cette section laisseront une marge pour l'outil V-Bit. Sous réserve de cela, le premier outil de la liste enlèvera autant de matière que possible, tandis que les outils suivants usineront uniquement les zones dans lesquelles les outils précédents ne pouvaient pas s'adapter. L'ordre des outils dans la liste doit correspondre à l'ordre dans lequel ils seront exécutés sur la machine.
Un clic sur le bouton ouvre la base de données des outils dans laquelle l'outil de dégagement requis peut être sélectionné et ajouté à la liste.
Cliquer sur le bouton supprime l'outil sélectionné de la liste.
Cliquer sur le bouton ouvre le formulaire de modification de l'outil qui permet de modifier les paramètres de coupe de l'outil sélectionné, sans changer les informations de base dans la base de données.
Cliquer sur les boutons fléchés haut et bas déplacera l'outil sélectionné respectivement vers le haut et vers le bas de la liste.
Feuille de destination des fiches
Cela vous permet de sélectionner la feuille sur laquelle les vecteurs de bouchons et les parcours d'outils seront placés.
Si la même feuille que le vecteur d'origine est sélectionnée, les vecteurs et les parcours d'outils seront placés en miroir par rapport à la position des vecteurs d'origine.
Si une feuille différente est sélectionnée, les nouveaux vecteurs et parcours d'outils seront mis en miroir et déplacés vers le centre de la nouvelle feuille.
Si la position finale des nouveaux vecteurs générés doit être ajustée, déplacez les vecteurs normalement et recalculez tous les parcours d'outils pour mettre à jour les parcours d'outils en conséquence.
Limite extérieure du bouchon
Limites des feuilles
Cela créera un parcours d'outil à couper depuis le bord de la conception jusqu'au bord de la feuille.
Décalage vectoriel
Avec l'option Décalage vectoriel sélectionnée, le bouchon coupera uniquement la zone autour du vecteur, ce qui peut aider à réduire la quantité de matériau à couper, mais cela peut nécessiter un traitement supplémentaire pour retirer le bouchon du matériau environnant avant qu'il puisse s'insérer dans le vecteur. la partie Poche.
Changement de bord
L'augmentation du décalage de limite augmentera la matière retirée autour du bouchon.
Les valeurs négatives seront ignorées, vous ne pourrez utiliser que des valeurs positives dans ce champ.
Nom
Le nom du parcours d'outil peut être saisi ou le nom par défaut peut être utilisé.